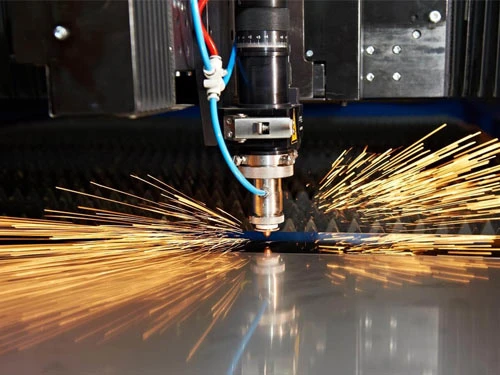
Trong công nghệ cắt CNC Laser Fibet thì việc lựa chọn loại khí bổ trợ là một bước cực kì quan trọng vì nó sẽ ảnh hưởng đến chất lượng mặt cắt, tốc độ và chi phí sản xuất. Đối với loại vật liệu là thép đen thì tại thép Kim Đồng chúng tối thường sử đụng hai loại khí chính là: khí Oxy và khí áp cao. Sau đây thép Kim đồng sẽ chia sẽ tới các bạn về sự khác nhau giữa hay loại khí này.
I.Cắt thép đen bằng khí Oxy (Oxygen).
Khí oxy đóng vai trò là chất xúc tác tạo phản ứng tỏa nhiệt cực mạnh, giúp đốt cháy vật liệu tạo thành rãnh cắt (kerf width). Đây cũng là phương pháp gia công truyền thống và phổ biến nhất đối với thép dày.
1. khi sử dụng khí oxy.
-Mặt cắt khí dùng khí oxy thường có độ bóng mịn nếu lựa chọn đúng thông số với từng loại độ dày. Tùy nhiên khi cắt xong sẽ có lớp oxit đen bám trên bề mặt.
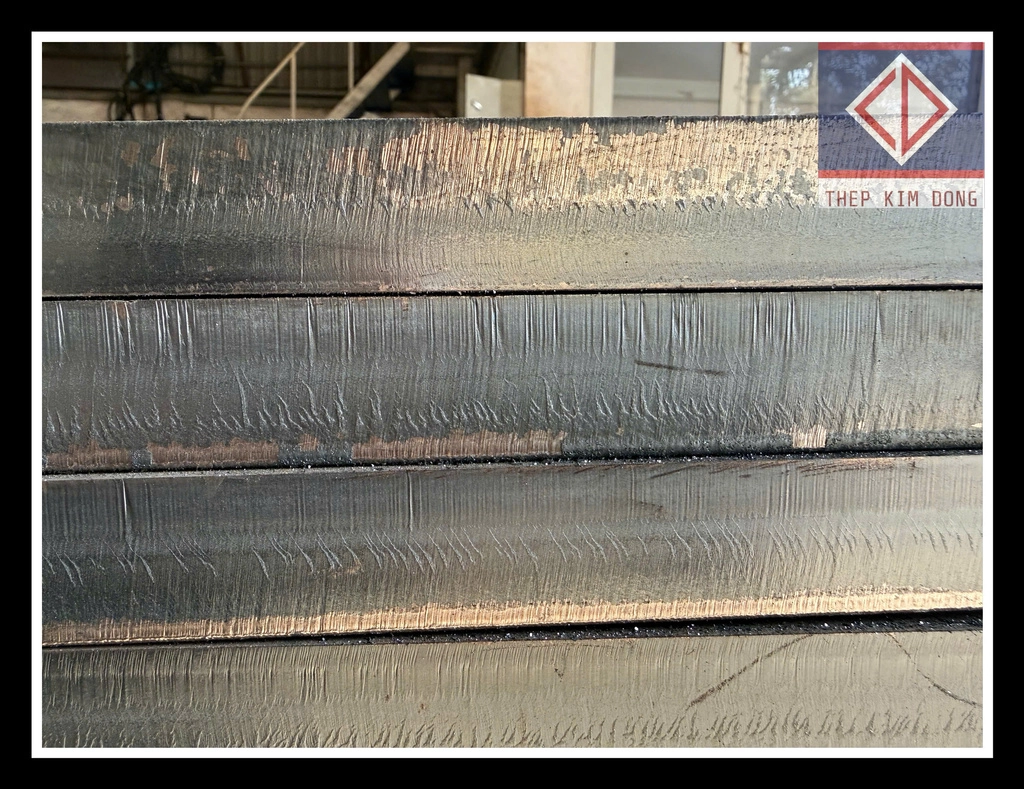
-Tiêu lớn nên khí cắt thép tấm thường mặt cắt sẽ có hiện tượng bị vát. Độ vát nhiều hay ít còn tùy thuộc vào từng loại đồ dày khác nhau.
- Điểm hạn chế của phương pháp này là vì có tiêu cự lớn nên khí gia công những chỉ tiết nhỏ thường sẽ không đảm bảo độ chính xác và độ thẩm mỹ cao.
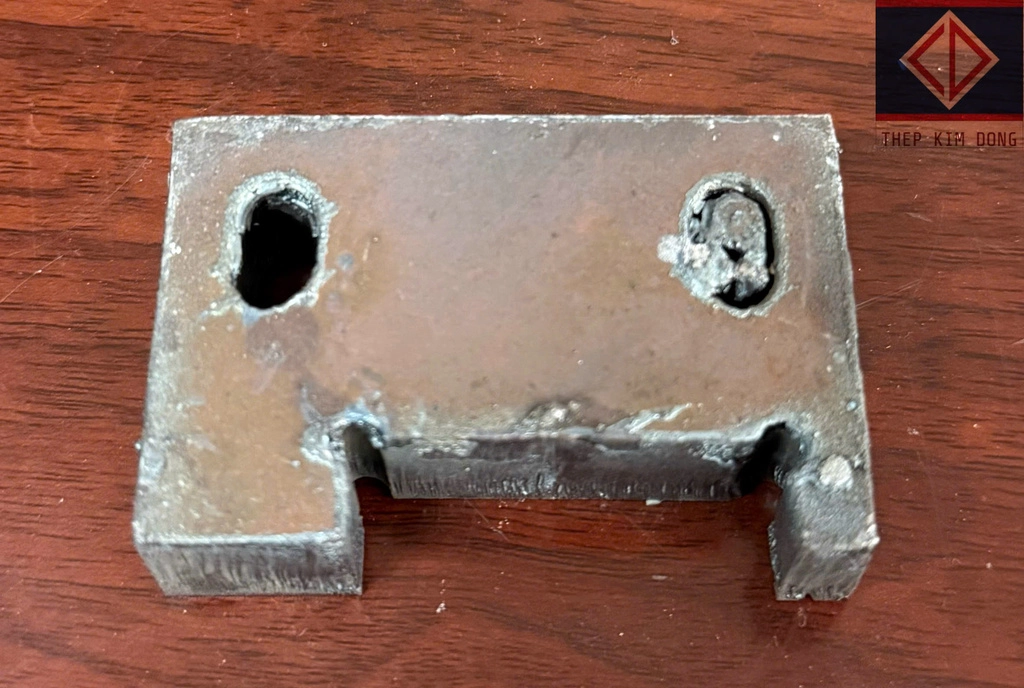
-Do phản ứng tỏa nhiệt cực mạnh và tốc độ cắt tương đối chậm nên vùng ảnh hường nhiệt(Haz) lớn nên khí cắt la bản bé và dài thường sẽ có hiện tượng cong hoặc biến dạng.

II. Cắt thép đen bằng khí áp cao
Phương pháp này sử dụng Khí được nén ở áp suất rất lớn (thường từ 13 đến 16 bar) và phun qua vòi cắt (nozzle). Khi tia laser làm nóng chảy kim loại, luồng khí này tạo ra một lực xung kích cực mạnh, trực tiếp thổi bay các giọt kim loại lỏng ra khỏi rãnh cắt trước khi chúng kịp đông đặc lại. Tại thép kim đồng chúng tôi sử dụng ba loại chính : khí Nitơ 20 bar, khí nén 16 bar và khí nén giàu Nitơ.
1.Khí Nitơ 20bar.
Mặc dù khí Nitơ là "ông vua" trong cắt Inox, nhưng đối với thép đen (thép carbon), nó lại ít được ưu tiên hơn Oxy. Lý do không phải vì Nitơ cắt không được, mà nằm ở hiệu quả kinh tế và đặc tính vật lý của quá trình cắt. Nên Kim Đồng và sẽ gửi tới các bạn trong bài viết sau.
2.khí nén 16 bar.
-Mặt cắt khi dùng khí nén thường có đường vân( vết sọc) hơi nhám và độ bóng tương đối.

-Tiêu điểm nhỏ nên khí gia công những chỉ tiết nhỏ thường sẽ dễ đạt được độ chính xác và thẩm mỹ cao.

-Điểm hạn chế của phương pháp này là tốc độ và tiêu cự không khớp sẽ gây ra hiện tượng vỡ cạnh (hay còn gọi là đường cắt bị răng cưa, sân sùi, không mịn).
- Bên cạnh đó việc áp suất khí không ổn định(tụt áp) cũng gây ra hậu quả là xỉ bám lại ở cạnh dưới. Vì thế thép Kim Đồng chúng đã đầu tư hệ thông nén khí hiện đại để đem lại những sản phẩm chất lượng cho quý khách hàng.
-Vì thế thép Kim Đồng chúng đã đầu tư hệ thông nén khí hiện đại để đem lại những sản phẩm chất lượng cho quý khách hàng.

3.khí nén giàu Nitơ.
Việc nâng cấp lên khí nén giàu Nitơ là một bước đi đúng đắn. Nó giúp Thép Kim Đồng vừa giữ được giá thành cạnh tranh (rẻ hơn dùng Nitơ bình), vừa nâng cấp thẩm mỹ đường cắt lên gần tương đương với cắt Nitơ tinh khiết và Giải quyết triệt để hiện tượng "vỡ cạnh" (đường cắt bị răng cưa, sần sùi, không mịn).

- Đường cắt sẽ thoát xỉ sạch hơn, giảm đáng kể hiện tượng "răng cưa" ở mép dưới của tấm thép.

4.Bảng so sánh tóm tắt.
|
Tiêu chí |
Khí Oxy |
Khí Nén 16 Bar |
Khí Nén Giàu Nitơ |
|
Bản chất hóa học |
Hỗ trợ phản ứng cháy |
Hỗn hợp 21% Oxy + 78% Nitơ |
Tách lọc Nitơ đạt 95% - 99% |
|
Ứng dụng chính |
Thép đen dày (6mm - 25mm) |
Thép mỏng, Nhôm, Đồng |
Inox, Thép đen, Nhôm cao cấp |
|
Chất lượng đường cắt |
Có vảy oxit đen, nhám. Cần mài trước khi sơn. |
Hơi xám, hay bị vỡ cạnh, răng cưa nhẹ. |
Sáng, mịn, không oxit. Có thể sơn/hàn ngay. |
|
Tốc độ cắt |
Chậm (phụ thuộc tốc độ cháy) |
Nhanh hơn Oxy trên thép mỏng |
Tối ưu nhất trên thép mỏng và vừa |
|
Áp suất sử dụng |
Rất thấp (0.5 - 2 bar) |
Cao (13 - 16 bar) |
Cao (13 - 16 bar) |
|
Độ bền bép cắt |
Nhanh mòn do nhiệt độ cao |
Trung bình |
Bền nhất (khí sạch, làm mát tốt) |
|
An toàn thấu kính |
Cao (khí bình khô sạch) |
Rủi ro cao (dễ lẫn dầu/nước) |
Rất an toàn (qua hệ thống lọc kép) |
|
Chi phí mỗi mét cắt |
Cao (chi phí mua khí bình) |
Rẻ nhất |
Thấp (chỉ tốn điện + bảo trì lọc) |
III. Phương Pháp nào là lựa chọn phù hợp?
-Chọn khí Oxy: Khi bạn ưu tiên cắt thép dày, các chi tiết bản mã, kết cấu máy không yêu cầu quá khắt khe về độ chính xác cũng như là việc xử lý sau đó.
-Chọn khí nén 16 bar và khí nén giàu Nitơ: Cắt nhanh để đáp ứng được tiến độ và giải quyết triệt để lỗi vỡ cạnh giúp đường cắt mịn đẹp, phù hợp với những chi tết cần độ chính xác và thẩm mỹ cao.