So sánh và phân tích các loại Khí trong gia công CNC Laser.
Trong công nghệ gia công CNC Laser, việc lựa chọn loại khí phù hợp là yếu tố quan trọng giúp tối ưu hiệu suất cắt, giảm chi phí và đảm bảo chất lượng sản phẩm. Dưới đây, Thép Kim Đồng sẽ phân tích và so sánh các loại khí thường được sử dụng trong quá trình này.
1. Khái niệm về các loại khí trong gia công CNC Laser
Khí nén (Compressed Air): Là không khí được nén ở áp suất cao, giúp giải phóng năng lượng cơ học để thực hiện công việc cắt, chủ yếu được dùng cho các vật liệu mỏng.
Khí Oxy công nghiệp (Industrial Oxygen): Có độ tinh khiết từ 99,2% đến 99,6%, Oxy hỗ trợ phản ứng cháy, tăng nhiệt độ để làm nóng chảy kim loại nhanh chóng.
Khí Nitơ (N2): Là khí trơ, không tham gia phản ứng cháy, giúp thổi bay kim loại nóng chảy khỏi vùng cắt và bảo vệ mạch cắt khỏi oxy hóa.
Khí nén giàu Nitơ (NEA): Là khí nén đã được xử lý để tăng nồng độ Nitơ, giảm Oxy, giúp duy trì độ sáng và thẩm mỹ của bề mặt cắt.
2. Vai trò của các loại khí trong công nghệ cắt CNC
Khí nén (Air): Kết hợp thổi bay kim loại nóng chảy và một phần oxy hóa giúp cắt hiệu quả các vật liệu mỏng.
Khí Oxy (O2): Thúc đẩy phản ứng cháy tại điểm cắt, tạo ra nhiệt lượng giúp cắt thép dày một cách nhanh chóng.
Khí Nitơ (N2): Bảo vệ vùng cắt, ngăn cản oxy hóa, giúp bề mặt cắt sáng bóng và không bị cháy đen.
Khí nén giàu Nitơ (NEA): Được sử dụng để tạo ra bề mặt cắt sáng bóng với chi phí thấp hơn Nitơ lỏng nhưng vẫn đạt hiệu quả thẩm mỹ cao.
Tạo lớp oxit đen trên bề mặt cắt, cần mài lại nếu yêu cầu sơn.
Mạch cắt rộng, ảnh hưởng đến chi tiết nhỏ.
Không cắt được Inox và Nhôm.
Tốc độ chậm trên vật liệu mỏng.
3.2 Khí Nitơ (N2) – "Vua của sự thẩm mỹ"
Ưu điểm
Tạo bề mặt cắt sáng bóng, không cháy đen.
Không cần gia công lại sau khi cắt.
Phù hợp với vật liệu nhạy cảm như Inox, Nhôm.
Tốc độ cắt nhanh trên vật liệu mỏng.
Vùng ảnh hưởng nhiệt nhỏ, bảo vệ chi tiết nhỏ.
Nhược điểm
Chi phí vận hành cao do áp suất lớn.
Cần hệ thống lưu trữ Nitơ chuyên dụng.
Hạn chế khi cắt thép dày.
Yêu cầu áp suất khí ổn định.
3.3 Khí nén (Air) – "Giải pháp kinh tế nhất"
Ưu điểm
Chi phí vận hành cực thấp, tiết kiệm 50%-80% chi phí khí.
Tốc độ cắt nhanh trên thép mỏng.
Hiệu suất tổng hợp tốt với áp suất cao từ Nitơ và Oxy.
Tính tự chủ, không cần phụ thuộc vào đơn vị giao khí.
Nhược điểm
Chất lượng mép cắt trung bình, không sáng bóng.
Yêu cầu hệ thống xử lý khí khắt khe.
Cần máy nén khí áp suất cao.
Tiếng ồn lớn trong quá trình cắt.
3.4 Khí nén giàu Nitơ (NEA) – "Giải pháp lai hoàn hảo"
Ưu điểm
Tiết kiệm chi phí khí, giảm 70%-80% so với Nitơ lỏng.
Tính ổn định, tự chủ và không lo hết khí giữa chừng.
Tăng tốc độ cắt, bảo vệ linh kiện máy.
Giảm thiểu các tạp chất trong khí nén.
Nhược điểm
Đầu tư ban đầu cao cho hệ thống máy nén và lọc chuyên dụng.
Không thể thay thế hoàn toàn Nitơ lỏng cho các yêu cầu độ sáng tuyệt đối.
Cần bảo trì định kỳ.
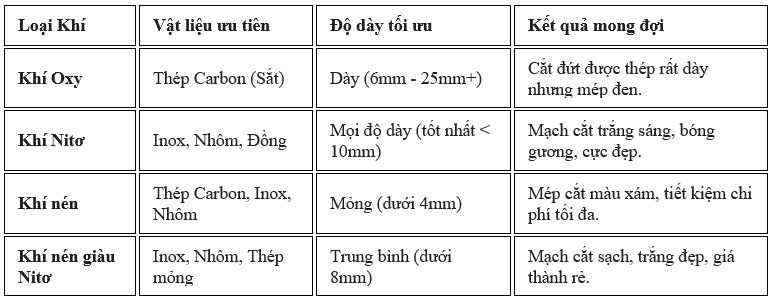
4. Bảng so sánh tổng quan của 4 loại khí
5. Một số hình ảnh minh họa về mặt cắt tại thép Kim Đồng
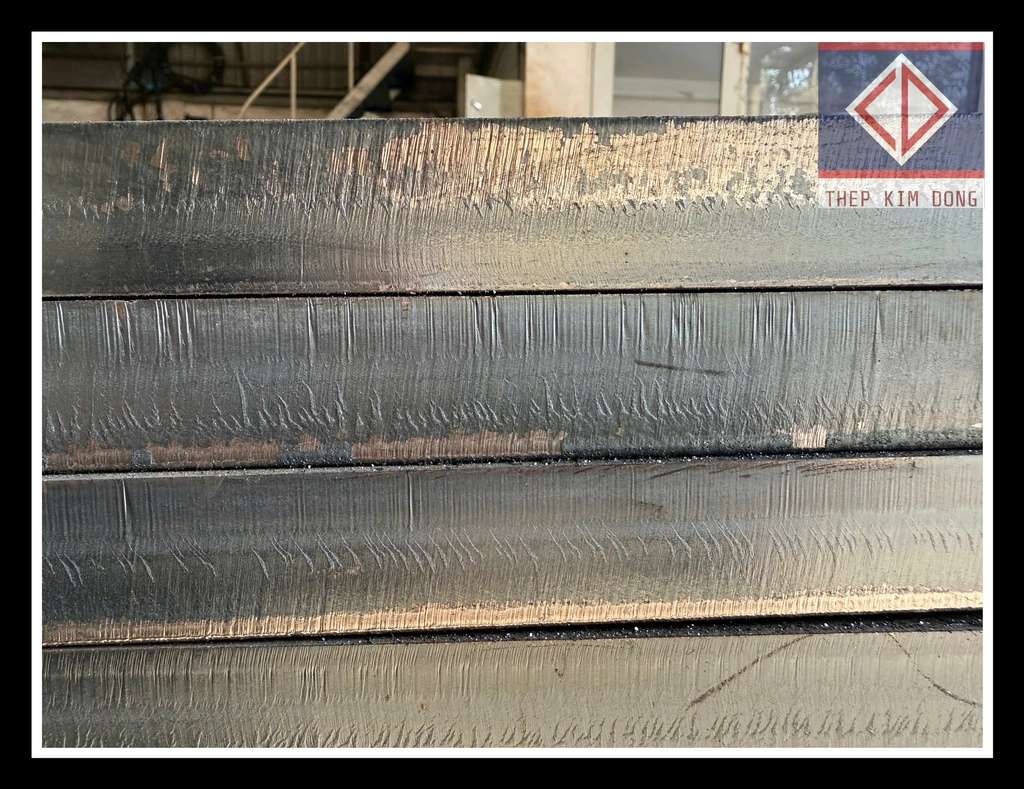
5.1 Khí Oxy
Đặc điểm nhận dạng qua hình ảnh:
Màu sắc: Mặt cắt có màu đen hoặc xám đậm do lớp oxit sắt hình thành trong quá trình phản ứng cháy giữa Oxy và thép.
Độ nhám: Bề mặt cắt thường có các đường vân (vết sọc) hơi nhám, không mịn bóng như khi cắt bằng Nitơ.
Lớp vảy (Oxit): Bạn có thể thấy một lớp vảy mỏng bao phủ mép cắt. Lớp này cần được mài sạch nếu sản phẩm yêu cầu sơn tĩnh điện để đảm bảo độ bám dính.
Hình ảnh mặt cắt khí Oxy
5.2 Khí nén
Đặc điểm nhận dạng qua hình ảnh:
Màu sắc: Mặt cắt thường có màu xám nhẹ hoặc hơi ngả vàng (đối với inox). Điều này là do sự hiện diện của khoảng 21% oxy trong khí nén gây ra phản ứng oxy hóa nhẹ.
Độ mịn: Đường cắt khá phẳng và sắc nét, mịn hơn so với cắt bằng khí Oxy nhưng không thể đạt độ sáng gương như khi dùng khí Nitơ tinh khiết.
Xỉ cắt (Dross): Nếu áp suất khí nén không đủ mạnh hoặc thông số máy không chuẩn, mặt dưới của tấm kim loại có thể bám một ít xỉ nhỏ, nhưng nhìn chung vẫn rất dễ xử lý.
Hình ảnh mặt cắt khí nén
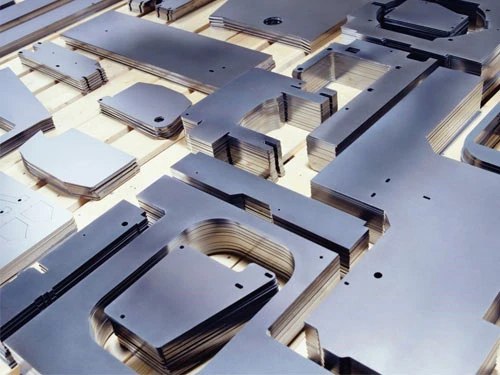
5.3 khí Nitơ với vật liệu chủ yếu là inox
Đặc điểm nhận dạng qua hình ảnh:
Màu sắc sáng bóng: Đây là điểm khác biệt lớn nhất. Do Nitơ là khí trơ, nó ngăn chặn hoàn toàn sự oxy hóa, giúp mặt cắt giữ nguyên màu sắc của kim loại, thường là trắng sáng hoặc sáng gương đối với Inox.
Độ mịn cao: Bề mặt cắt rất mịn, các đường vân (vết sọc) cực nhỏ và đều, cho cảm giác cao cấp.
Cạnh cắt sắc nét: Không hề có lớp vảy đen (oxit) hay xỉ bám ở mặt dưới, sản phẩm có thể lắp ráp hoặc sử dụng ngay mà không cần xử lý bề mặt.
Hình ảnh mặt cắt khí nitơ
5.4 Khí nén giàu Nitơ
Đặc điểm nhận dạng qua hình ảnh:
Chất lượng tiệm cận Nitơ lỏng: Mặt cắt có độ trắng sạch rất cao, loại bỏ được hầu hết hiện tượng ngả vàng hay xám thường thấy ở khí nén thông thường.
Độ bóng: Mặc dù không đạt đến mức "sáng gương" tuyệt đối như Nitơ tinh khiết 99.99%, nhưng bề mặt vẫn rất mịn và đều, đáp ứng được 90-95% yêu cầu thẩm mỹ công nghiệp.
Mạch cắt sạch: Nhờ áp suất cao và nồng độ Nitơ lớn (95-99%), phần xỉ được thổi bay triệt để, để lại cạnh cắt sắc nét và không bám bẩn.
Hình ảnh mặt cắt khí nén giàu nitơ
6. Lựa chọn phù hợp theo nhu cầu
Việc lựa chọn loại khí hỗ trợ không chỉ phụ thuộc vào độ dày vật liệu mà còn phụ thuộc vào ngân sách vận hành và yêu cầu thẩm mỹ của thành phẩm. Dưới đây là hướng dẫn lựa chọn chi tiết nhất để bạn có thể tối ưu hóa quy trình sản xuất:
6.1 Lựa chọn theo Vật liệu và Độ dày
6.2 Lựa chọn theo Mục đích sử dụng (Business Need)
Trường hợp A: Sản xuất hàng dân dụng, giá rẻ (Cửa cổng, lan can, chi tiết thô)
Lựa chọn: Khí nén (Compressed Air)
Lý do: Với yêu cầu không cần mép cắt phải sáng bóng, khí nén giúp tiết kiệm chi phí, phù hợp với mục tiêu cạnh tranh về giá. Mép cắt có thể hơi xám nhưng dễ dàng xử lý bằng sơn phủ.
Trường hợp B: Gia công thuê với công suất lớn (Job Shop)
Lựa chọn: Khí nén giàu Nitơ (NEA)
Lý do: Cần cân bằng giữa chất lượng và chi phí, khí nén giàu Nitơ cung cấp chất lượng cắt đẹp tương tự Nitơ lỏng nhưng giúp tiết kiệm chi phí khí mỗi tháng đáng kể.
Trường hợp C: Sản xuất hàng xuất khẩu, thiết bị y tế, nội thất cao cấp
Lựa chọn: Khí Nitơ tinh khiết (N2)
Lý do: Yêu cầu về thẩm mỹ tuyệt đối, mạch cắt phải sáng bóng và không có vết cháy vàng. Đây là lựa chọn tối ưu dù có chi phí cao, nhưng mang lại kết quả hoàn hảo cho các sản phẩm đẳng cấp.
Trường hợp D: Cắt sắt tấm dày, bản mã, cơ khí hạng nặng
Lựa chọn: Khí Oxy (O2)
Lý do: Chỉ có Oxy mới cung cấp đủ nhiệt lượng để cắt sắt dày một cách kinh tế. Khí này hỗ trợ các máy laser công suất trung bình (6kW, 12kW-30kW) cắt các tấm sắt dày từ 20mm đến 80mm hiệu quả.
7. Tóm tắt quy tắc 4S trong lựa chọn khí
Quy tắc 4S. Đây là một phương pháp giúp tối ưu hóa quy trình gia công dựa trên các yếu tố quan trọng như vật liệu, độ dày và mục đích sử dụng. Hãy cùng khám phá quy tắc này để có lựa chọn chính xác nhất cho từng nhu cầu cắt của bạn.
Sắt dày -> Khí Oxy (Rẻ, cắt được dày).
Sáng bóng -> Khí Nitơ (Đẹp nhất, đắt nhất).
Siêu rẻ -> Khí nén (Hiệu quả cho hàng mỏng).
Siêu lời (Sạch + Rẻ) -> Khí nén giàu Nitơ.
Với những phân tích chi tiết trên, Thép Kim Đồng hy vọng bạn sẽ lựa chọn được loại khí phù hợp nhất với nhu cầu gia công của mình, giúp tối ưu hóa quy trình sản xuất và giảm chi phí vận hành.