Những Yếu Tố Quyết Định Chất Lượng Sản Phẩm Trong Gia Công CNC Lase
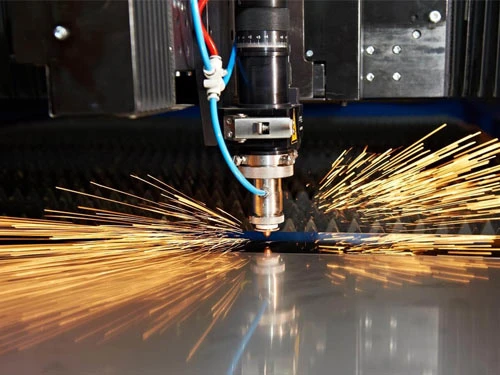
Phương pháp gia công CNC Laser (Computer Numerical Control Laser) là phương pháp sử dụng chùm tia laser hội tụ có năng lượng cực cao để đốt cháy, làm nóng chảy hoặc làm bay hơi vật liệu theo một quỹ đạo được lập trình sẵn trên máy tính.
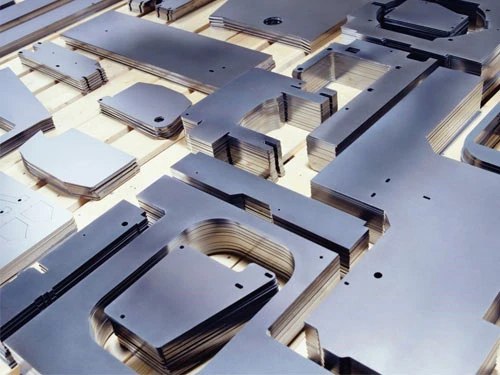
Cắt laser là một quy trình chính xác và hiệu quả được sử dụng rộng rãi trong nhiều ngành công nghiệp khác nhau, từ ô tô đến hàng không vũ trụ, điện tử và sản xuất. Mặc dù có nhiều ưu điểm, chất lượng của các sản phẩm cắt laser có thể thay đổi tùy thuộc vào một số yếu tố.
Trong bài viết này, Thép Kim Đồng sẽ cùng với các bạn đi tìm hiểu các yếu tố quan trọng ảnh hưởng đến chất lượng cắt laser, bao gồm các đặc tính vật liệu, lên chương trình cắt cho máy, loại khí hỗ trợ và những yếu tố bên ngoài.
Tại Thép Kim Đồng để có thể đánh giá chất lượng của 1 sản phẩm, cần phải dựa trên 6 tiêu chí như sau:
Độ chính xác và sai số (Tolerance): Sản phẩm phải đạt kích thước, hình dạng chính xác theo bản vẽ thiết kế (CAD). Phạm vi dung sai khoảng 1-2% của độ dày.
Chất lượng bề mặt cắt (Bavia): Bề mặt cắt cần mịn, trơn bóng, ít có bavia (xỉ, xỉ sắt) ở mặt sau. Nếu có, bavia phải dễ dàng loại bỏ.
Độ vuông góc của cạnh cắt: Mạch cắt phải thẳng đứng, vuông góc với bề mặt vật liệu, đặc biệt quan trọng khi gia công tấm dày.
Độ rộng mạch cắt (Kerf): Mạch cắt càng nhỏ càng tốt, thể hiện chùm tia laser tập trung tốt, ít làm biến dạng nhiệt.
Tính đồng nhất (Consistency): Độ đồng nhất về màu sắc, độ dày, và chất lượng cắt trên toàn bộ các sản phẩm trong cùng một lô hàng.
Tính thẩm mỹ và độ bền: Sản phẩm không bị cháy cạnh, ố vàng (đối với vật liệu như inox, nhôm), đảm bảo tính thẩm mỹ.
2. Những yếu tố ảnh hưởng đến chất lượng sản phẩm
2.1 Vật liệu đầu vào
Loại vật liệu: đóng vai trò quan trọng trong việc xác định chất lượng cắt laser. Các vật liệu khác nhau phản ứng với chùm tia laser khác nhau do các đặc tính vật lý và hóa học của chúng. Các kim loại như thép, nhôm thể hiện các mức độ hấp thụ và phản xạ khác nhau.
Độ dày vật liệu:là một trong những yếu tố quan trọng nhất trong quá trình cắt laser. Vật liệu dày hơn cần mức năng lượng cao hơn để xuyên qua, dẫn đến tốc độ cắt chậm hơn. Ngược lại, vật liệu mỏng cắt nhanh nhưng có thể bị cháy hoặc tan chảy nếu áp dụng quá nhiều năng lượng.
Chất lượng bề mặt vật liệu: Bề mặt của vật liệu ảnh hưởng đến mức độ tương tác của vật liệu với chùm tia laser. Bề mặt sạch, nhẵn có xu hướng phản xạ chùm tia laser đồng đều, tạo ra đường cắt đồng đều. Vật liệu có các điểm không đồng đều, chẳng hạn như rỉ sét, oxy hóa hoặc lớp phủ, có thể phân tán chùm tia laser, dẫn đến hấp thụ năng lượng không đồng đều và chất lượng cắt kém.
Độ phản xạ của vật liệu: Vật liệu phản quang như nhôm, đồng thau và đồng gây ra thách thức trong quá trình cắt laser. Chúng phản xạ một phần đáng kể năng lượng laser ra khỏi bề mặt cắt, làm giảm hiệu quả và dẫn đến chất lượng cắt kém. Các loại laser đặc biệt, chẳng hạn như laser sợi quang có bước sóng ngắn hơn, hiệu quả hơn trong việc cắt vật liệu phản quang.
2.2 Kĩ năng vận hành
Việc nắm vững kỹ năng vận hành máy cắt laser CNC không chỉ đơn thuần là biết bấm nút "Start". Trong môi trường sản xuất hiện đại, đây là yếu tố then chốt quyết định đến hiệu suất và chất lượng sản phẩm. Dưới đây là lý do tại sao kỹ năng này lại quan trọng đến vậy:
Tối ưu hóa chi phí và nguyên vật liệu: Người vận hành giỏi biết cách tối ưu hóa việc xếp hình (nesting) để tận dụng tối đa khổ phôi và giảm thiểu phế liệu. Họ cũng có thể điều chỉnh các thông số cắt để giảm lượng khí tiêu thụ và kéo dài tuổi thọ của các bộ phận như béc cắt, thấu kính.
Đảm bảo chất lượng và độ chính xác: Máy CNC chỉ làm đúng những gì được lập trình, nhưng người vận hành là người kiểm soát các yếu tố "biến số". Họ cần tinh chỉnh các thông số như công suất laser, tốc độ cắt, tiêu cự và áp suất khí hỗ trợ để đảm bảo cắt chính xác.
Tăng hiệu suất vận hành (Productivity): Người vận hành có khả năng xử lý các tình huống phát sinh nhanh chóng, giúp giảm thời gian chết (downtime) và tăng năng suất.
An toàn lao động và bảo vệ thiết bị: Kỹ năng vận hành không chỉ giúp đảm bảo an toàn lao động mà còn bảo vệ thiết bị, giúp phát hiện và xử lý sớm các dấu hiệu bất thường.
Tối ưu hóa chi phí và nguyên vật liệu: Một người vận hành lành nghề biết cách xếp hình (nesting) tối ưu để tận dụng tối đa khổ phôi, giảm thiểu phế liệu. Họ cũng hiểu rõ cách điều chỉnh các thông số để giảm lượng khí tiêu thụ và kéo dài tuổi thọ của béc cắt, thấu kính.
kỹ thuật Kim Đồng đang xếp phôi
Kỹ Thuật Kim Đồng đang làm chương trình cắt
2.3 Công suất máy và trang thiết bị hỗ trợ
Công Suất Máy: Công suất máy quyết định khả năng xuyên thấu qua vật liệu và chất lượng bề mặt cắt. Máy có công suất cao cho phép cắt vật liệu dày hơn và đạt được tốc độ sản xuất nhanh hơn. Tuy nhiên, nếu công suất quá cao hoặc quá thấp, sẽ dẫn đến chất lượng cắt không đạt yêu cầu.
Hệ thống khí bổ trợ: Hệ thống khí bổ trợ (assist gas): không chỉ đơn thuần là "thổi bụi", mà nó đóng vai trò là một thành phần cơ bản của quy trình cắt. Việc lựa chọn loại khí, áp suất và độ tinh khiết ảnh hưởng trực tiếp đến 4 yếu tố: Độ nhám bề mặt, màu sắc cạnh cắt, bavia và biến dạng nhiệt.
Máy cắt công suất 12kw tại Kim Đồng (Bên trái) - Máy cắt công suất 30kw tại Kim Đồng (Bên phải)
Khả năng "thâm nhập" (Độ dày vật liệu)
Đây là tác động trực tiếp và dễ thấy nhất.
Công suất cao: Cho phép tia laser xuyên thấu qua các tấm vật liệu dày hơn một cách dễ dàng.
Công suất thấp: Chỉ phù hợp với vật liệu mỏng. Nếu cố tình dùng công suất thấp cho vật liệu dày, máy sẽ không cắt đứt được, tạo ra các đường cắt dang dở hoặc không đồng nhất.
Tốc độ sản xuất (Hiệu suất)
Công suất tỷ lệ thuận với tốc độ cắt. Với cùng một loại vật liệu và độ dày, công suất càng cao thì tốc độ di chuyển của đầu cắt càng nhanh, giúp tăng sản lượng sản phẩm trong một đơn vị thời gian.
Chất lượng bề mặt cắt và cạnh cắt
Đây là nơi đòi hỏi sự tinh tế của người vận hành. Nếu công suất không được phối hợp nhịp nhàng với tốc độ, bạn sẽ gặp các vấn đề:
Công suất quá thấp (so với tốc độ): Tia laser không đủ năng lượng để làm nóng chảy vật liệu hoàn toàn, dẫn đến hiện tượng bavia (ba-via) ở mép dưới hoặc bề mặt cắt bị sần sùi, thô ráp.
Công suất quá cao (so với tốc độ): Nhiệt năng thừa sẽ làm "đốt cháy" vật liệu xung quanh đường cắt. Hậu quả là vùng ảnh hưởng nhiệt (HAZ - Heat Affected Zone) bị rộng ra, làm biến dạng chi tiết, cháy cạnh, hoặc làm cho đường rãnh cắt rộng hơn mức cần thiết (giảm độ chính xác kích thước).
Độ ổn định và vùng ảnh hưởng nhiệt (HAZ)
Công suất càng cao nhưng nếu không kiểm soát tốt (kết hợp với làm mát và khí hỗ trợ), vùng xung quanh đường cắt sẽ bị nung nóng quá mức. Điều này đặc biệt quan trọng với các chi tiết nhỏ, tinh xảo.
Nếu nhiệt lượng không được kiểm soát, các chi tiết nhỏ có thể bị cong vênh hoặc thay đổi cấu trúc vật liệu tại mép cắt.
Hệ thống khí nén (Bên trái) và khí nén giàu Nitơ (Bên phải) tại thép Kim Đồng
2.4 Trang thiết bị hỗ trợ
Tại Thép Kim Đòng chúng tôi luôn sử dụng thiết bị chuyên dụng cho từng loại hàng khác nhau như:
Máy mài thùng (hay còn gọi là máy mài băng tải rộng - Wide Belt Sander): là một thiết bị công nghiệp chuyên dụng được thiết kế để xử lý các bề mặt phẳng. Máy mài thùng có độ chính xác cao. Nó được dùng để mài mòn vật liệu nhằm đảm bảo toàn bộ phôi có độ dày đồng nhất.
Máy đục bằng hơi cầm tay (hay còn gọi là búa đục hơi, búa hơi cầm tay): là công cụ sử dụng áp lực khí nén để đẩy piston bên trong, tạo ra lực va đập liên tục lên đầu đục (mũi đục). Đây là thiết bị thiên về lực tác động mạnh để phá vỡ hoặc tách vật liệu được sử dụng nhiều trong việc xử lý hoa văn cổng cửa để hạn chế để lại vết búa trên sản phẩm.
Vậy trên đây là những yếu tố ảnh hưởng đến chất lượng gia công CNC laser mà Thép Kim Đồng giới thiệu tới các bạn. Kết thúc bài viết, mong rằng những chia sẽ trên đây sẽ hữu ích và giúp bạn dễ dàng đánh giá được chất lượng sản phẩm gia công CNC laser.